|
|
| 브랜드 이름: | XWH |
| 모델 번호: | DN2 |
| 모크: | 1 Set |
| 가격: | $3500- $5000.00 |
| 포장 세부 사항: | wooden Case |
| 지불 조건: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
제품 설명
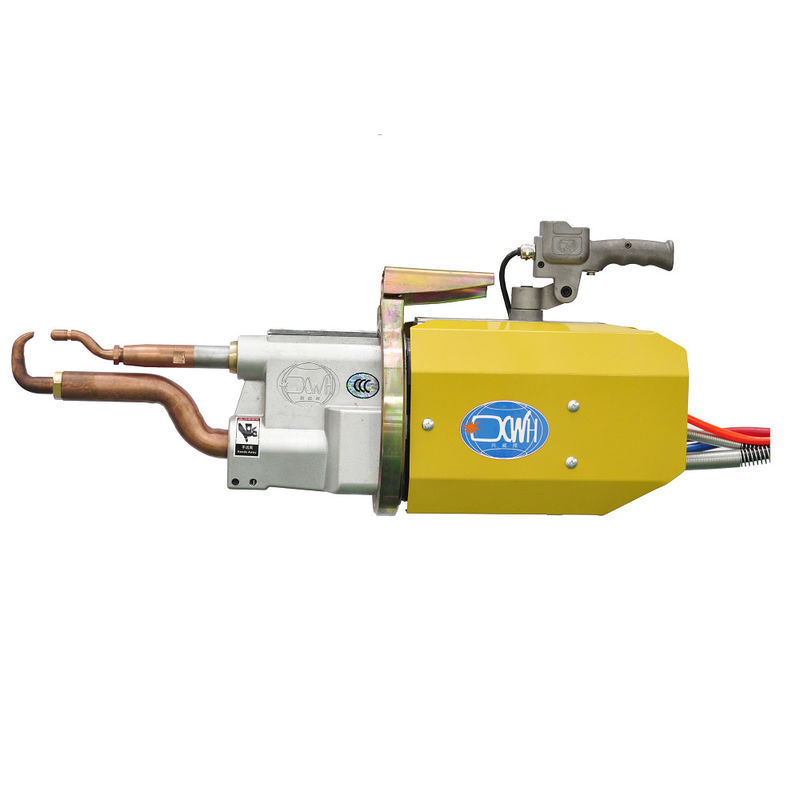
휴대용 스팟 용접 기계는 용접 부품이 랩 관절으로 조립되고 두 개의 기둥 전극 사이에 압축되는 저항 용접 방법을 사용합니다.원금속은 저항 열에 의해 녹여 용접 결합을 형성합니다..
| 품목/모델 | 단위 | DN2-31X | DN2-31C | DN2-40X | DN2-40C | DN2-63X | DN2-63C |
| 전력 50% | KVA | 31 | 31 | 40 | 40 | 63 | 63 |
| 최대 단전 전류 | KVA | 14 | 14 | 18 | 18 | 20 | 20 |
| 2차 해제 전압 | V | 5.58 | 5.58 | 6.8 | 6.8 | 7.9 | 7.9 |
| 전압 50Hz/60Hz | V | 380 | 380 | 380 | 380 | 380 | 380 |
| 팔 사이의 거리 | MM | 168-288 | 100 | 168-328 | 100 | 168-428 | 100 |
| 전극에서의 최대 강도 | N | 3000 | 3000 | 3500 | 3000 | 3500 | 3000 |
| 작업 도동 | MM | 15-45 | 15-25 | 15-45 | 15-25 | 15-45 | 15-25 |
| 실린더의 최대 도동 | MM | 70 | 50 | 100 | 50 | 100 | 50 |
| 최대 팔 길이 | MM | 750 | 350 | 1000 | 450 | 1100 | 500 |
| 압축 공기 공급 | MPA | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 |
| 최소 길이의 팔과 함께 온건 철강 판의 최대 두께 | MM | 3+3 | 3+3 | 4+4 | 4+4 | 5+5 | 5+5 |
| 500mm 팔로 | MM | 2+2 | 2+2 | 3+3 | 3+3 | 3+3 | 3+3 |
| 최대 길이의 팔 | MM | 1.2+12 | 1.2+12 | 2+2 | 1.8+18 | 20.0+20 | 20.0+20 |
| 크로스 와이어 최대 | MM | 14+14 | 14+14 | 16+16 | 16+16 | 20+20 | 20+20 |
| 냉각 물 압력 감소 | MPA | 0.2-0.3 | 0.2-0.3 | 0.2-0.3 | 0.2-0.3 | 0.2-0.3 | 0.2-0.3 |
| 냉각 물 흐름 | L/MIN | 4 | 4 | 4 | 4 | 4 | 4 |
* 용접 팔의 거리와 각도 및 길이는 고객의 요청에 따라 만들 수 있습니다.
특징:
1가벼운 무게, 조작이 쉽고 전기를 절약
2• 콤팩트 구조와 간편한 유지보수
3회전 테이블은 굴착 장치가 장착되어 있으며 360° 회전합니다.
4. 맞춤형 용접 톱니, 가장 긴 용접 팔은 1300mm이고 가장 짧은 220mm입니다
5마비 부품을 덜하고 고비용 성능
작동 원칙
작업 조각은 압력을 가하고 상부 및 하부 전극 사이에 에너지를 공급하며 저항 용접을 갖습니다.
용접 부품의 저항이 R (Ω), 용접 전류는 I (A), 시간에서의 전력은 t (sec) 이면, 공식에 따라:특정 저항 값 R를 가진 금속 물질이 특정 시간 안에 통과하는 전류 I t는 저항으로 인해 뜨거워집니다.금속 저항 전류는 녹은 금속을 가열하기 위해 사용되고, 그 다음 금속은 냉각되고 결정화되고 압력 아래 연결됩니다.이것은 저항 용접이라고 합니다..
용접 팔은 사용자 정의 될 수 있습니다
![]()
용접 과정 의 휴식
이 용접 기계의 주요 작업 과정은 압력화, 용접, 유지 및 휴식, 필요에 따라 추가 절차로 구성됩니다.
휴식: 유지보수 과정이 완료되면 작동 가스 밸브가 꺼지고 실린더는 반대 방향으로 움직여 전극을 열고 작업 부품을 풀어줍니다.다음 용접 과정의 시작을 기다리고이 과정은 "휴식"이라고 불리며, 프로세스 매개 변수는 휴식 시간입니다. 지금까지, 용접자는 용접 주기를 완료했습니다.
컨트롤러가 연속 스팟 용접으로 설정된 경우, 컨트롤러는 휴식시간이 지나면 용접기의 용접 시작 스위치가 계속 작동하는 한 다음 용접 사이클을 자동으로 시작합니다.용접 프로세스는 또한 용접 프로그램 운영 프로세스라고합니다, 그리고 공정의 각 단계의 프로세스 매개 변수는 용접 전에 미리 설정되었습니다.
![]()